
[製品部品]手順で製品部品に必要な作業モードを定義するか、テンプレートからの製品部品でリソースからテンプレートを選択します。使用可能な作業モードは、 面付け、 自動面付け、モンタージュ、 パッケージ、付け合わせの再最適化(付け合わせジョブ)です。
現在の選択に関連する必要手順だけが、ワークフローバーに表示されます。
[面付け]または[自動面付け]を選択すると、[マスターページ]および[製本]、[マーク]、[プレート]、[スキーム]の5つの製品部品手順が表示されます。
[モンタージュ]を選択すると、製品部品の手順である[モンタージュブロック]も開きます。
[パッケージ]を選択すると、さらに2つの製品部品手順[パッケージ]と[アイテム]も開きます。
[付け合わせの最適化]を選択すると、さらに2つの製品部品手順[最適化]と[結果]も開きます。さらに、「レイアウト既定値なしの用紙最適化」と「レイアウト既定値ありの用紙最適化」も選択可能です。パッケージジョブでは「パッケージの用紙最適化」を選択します。
注記:作成済みの製品部品を[製品部品]手順で変更すると、他のインスペクタでこの製品部品に対して行った個々の変更(印刷用紙インスペクタによる折り用紙の移動など)が失われる可能性があります。製品部品の作成は注意深く行う必要があり、各オブジェクトの個々の変更は、[製品部品]手順で他の入力/変更を行う必要がないことが確実になってから実行して下さい。
現在呼び出している製品部品は、手動でロックまたはロック解除できます。
部品変更後の製品部品の自動ロックは、プリファレンスで有効にできます。詳細は製品部品インスペクタの自動ロック を参照してください。
ロックされた状態では、[面付け]および[モンタージュ]モードで、製品部品の「些細な」変更しかできません(断裁マークの自動配置など)。ジョブデータの再計算を要するその他の機能は、使用できません。
再計算の際、手動で行った部分オブジェクトの変更(折り用紙インスペクタおよび印刷用紙インスペクタで)が、一部上書きされます。これは必ずしも望ましくないため、ロックによって製品部品の該当機能を無効化したい、という要望がユーザーから寄せられました。
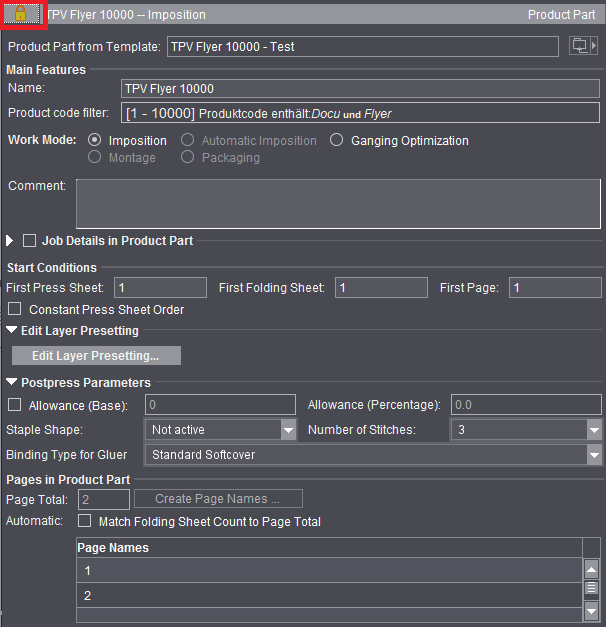
製品部品手順のヘッダーに、ロック状態が黄色の錠前アイコンで示されます:
製品部品の状態:ロック
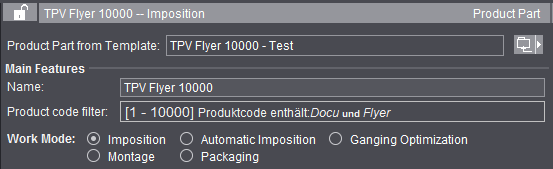
製品部品の状態:ロック解除
上のスクリーンショットは「ロック」状態を示します。「テンプレートからの製品部品」および「作業モード」、「製品部品のページ」の各機能が、相応にオフになっています。他の手順の該当する機能も、同様にオフです。
錠前アイコンをクリックすると、状態をいつでも手動で変更できます。ロックを解除すれば、すべての機能が再び使用可能になります。
製品部品をテンプレートとして保存できます。この操作を行うには、ブラウザウィンドウでコンテキストメニューを呼び出して[リソース/製品部品テンプレートとしてジョブを保存]を選択します。このジョブは、右側のフォルダボタンをクリックしてテンプレートとして再表示したり、[リソース>製品部品テンプレート]でリスト表示することができます。製品部品テンプレートには、内容ページを除くすべてのPrinect Signa Station製品部品データが含まれています。ジョブの管理データは、製品部品の一部ではありません。ジョブ(管理データ) を参照。
JDF形式のジョブを適用する場合(MISインポート)、MIS-JDFでのレイアウト定義はあまり正確ではないため、通常はレイアウトの大部分を後から修正する必要があります。ページ数だけが異なるジョブが何度も繰り返される場合(スタンダードジョブ)、「テンプレートから製品部品」機能と「折り用紙数を合計ページに適合する」の組み合わせによって、このようなジョブに簡単に希望のレイアウトを割り当てることができます。
製品部品テンプレートエディタで製品部品テンプレートを作成し、その際、考えうるすべてのプレートテンプレート([プレート]手順)が含まれ、考えうるすべての折り用紙([折りスキーム]手順)にそれぞれ1個のバリエーションが含まれるようにします。[製品部品]手順の[合計ページ]は以下のように算出します:例えば4、8、16ページの折り用紙が必要な場合、4+8+16=28 と入力します。また、[製品部品]手順で、[折り用紙数を合計ページに適合する]オプションを有効にする必要があります。あとは、スタンダードジョブの生産に適合するように、製品部品を構成してください。
スタンダードジョブをインポートする場合は、それ用に作成した製品部品テンプレートを、[テンプレートから製品部品]で選択します:選択された製品部品がすべての属性とともに有効になり、MISジョブのページ数がこれに適用されます。つまり、ページ数に応じて、テンプレートの印刷用紙/折り用紙が複製または削除されます。折り用紙位置や断裁情報、クリープなどのテンプレートのパラメータは、すべて保持されます。MISジョブからは、ヘッダーのデータ(顧客、ジョブ番号など)と用紙情報が保持されます。
このボックスで、選択した製品部品の名前を入力または変更できます。
製品部品で入力された生産タイプ(= 製品コード)が表示されます。
「付け合せジョブ」および「SignaServer」ワークフローでは、この情報によって、それぞれ必要な製品部品が自動的に考慮されます。詳細は付け合わせジョブのタイプおよび編集を参照してください。
生産タイプの検索語だけでなく、納品数量も製品部品の選択に使用できます。
現在のジョブでは、使用される製品コードフィルタが情報として表示されますが、編集はできません。製品コードフィルタ作成エディタは、製品部品テンプレートを編集する際に、[製品部品]手順で開くことができます。
これについては製品コードフィルタのエディタを参照してください
製品コードの検索語は複数設定できますが、納品数量の限度(この数からこの製品部品を使用)は1つだけです。
例:
2つの製品部品テンプレート(「パンフレット -200」と「パンフレット 201-」)が作成されました。
1つは最大200枚のパンフレット用で、デジタル印刷機で印刷されます。
2つ目の製品部品テンプレートは200枚を超えるパンフレット用に使用し、オフセット印刷で作成されます。
XMLは以下のような外観です:
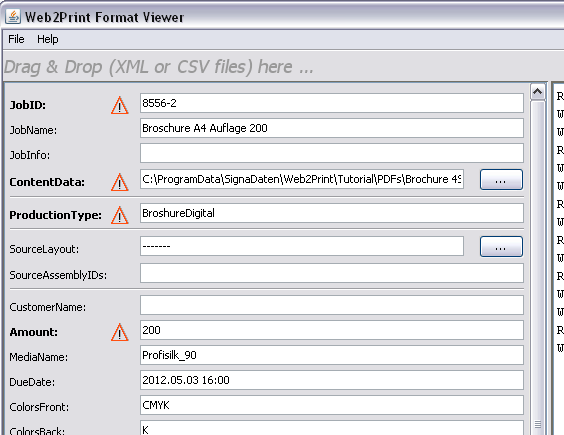
[生産タイプ]はここでは「BroshureDigital」と入力されています。これは存在しません。しかし「Broshure*」を含むものは2つあります。
1つは納品数量が200以下です。XMLでは「Amount」に対して納品数量200が要求されているので、これが見つかります。
納品数量が201以上の場合は、2番目の製品部品テンプレートを使用します。
選択する作業モードによって、製品部品の構造が定義されます。ジョブの内容は、どの作業モードを選択したか、またはいくつ選択したかによって、形成されます。ジョブでは、さまざまな作業モード(製品部品)を使用できます。
選択した折りスキームに基づいて特定数のページが面付けされます。ページ数に対して必要な数だけ用紙を作成します。ページ数は[合計ページ]で定義します。自動面付けとは異なり、用紙は自動的には追加または削除されません。
このモードでは、さまざまな折りスキームと用紙/プレートテンプレートを1つのジョブで処理できます。
これは、合計ページを1つの折りスキームで処理できない場合などに重要になります(20ページは、16の折りスキームと4つの折りスキームを使用して面付けできます)。

注記:合計ページを変更しても、用紙の数が自動的にこの合計に合わせられるわけではありません。ユーザーは、この数を手動で変更する必要があります。
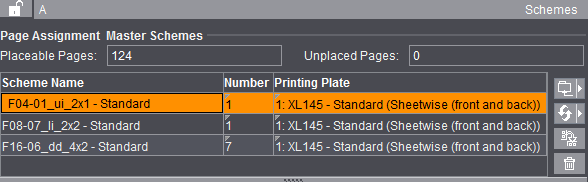
[スキーム]手順のテーブル内の[番号]で、[未配置ページ]に表示される数値が「0」になるように用紙の数を変更することができます。フォルダボタンを使用すると、[未配置ページ]用に適合する追加スキームを追加することもできます。
また、ここで個々のページの名前を変更して、ジョブの表紙と中身を識別しやすくすることもできます。これにより、一部のドキュメントでは、印刷用紙に正しく単一データページを配置することがずっと容易になります。この操作を行うには、希望するページまたはページ範囲で行を選択し、コンテキストメニューで[ページ名を変更]を選択します。
複数のページを選択すると、入力したページ名に自動的に続き番号が付加されます(Iなら、I1、I2、I3、...)。入力したページ名が数字の場合は、この数に続く番号がページ名として生成されます(32からであれば、32、33、34、...)。
[付け合せフォーム]オプションを有効にすると([プレート]手順)、異なる折り用紙をプレートテンプレートに配置できます。
この作業モードでは、選択した折りスキームに基づいて、未定義の数のページが自動的に面付けされます。ページ数を定義する必要はありません。あとでデータページを割り付けると、必要な数の用紙が自動的に作成されます(最初の用紙の複製)。このモードでは、異なる折りスキームを組み合わせることはできません。
このモードは、Prinect Prepress Manager で、多数のページを含むドキュメントをレイアウトに割り当てる場合に使用します。特に、本の処理は自動ワークフローの典型例です。
特別な「付け合わせジョブ」ワークフローで自動的にジョブを処理するには、このオプションを有効にします。ワークフローバーが相応に変化します。その他のオプションは[用紙最適化]で設定できます。付け合わせジョブでの作業については、付け合わせジョブで用紙最適化を行うの解説を参照してください。
この作業モードでは、選択した折りスキームに基づいてページが面付けされることはありませんが、単一ページ(1アップとも呼ばれる)がモンタージュブロック/用紙で作成されます。
このモードでは、Prinect Signa Station は1つの用紙だけがモンタージュ用に必要であると想定します。ここでの例は、大版フィルムです。この用紙をページの1アップで埋めたり、ドラッグ&ドロップで自由にページを用紙に配置することができます。
この作業モードは、はがき、名刺、ラベルなどに非常に適しています。
このオプションは、「Packaging Pro」および/または「LabelPro」のライセンスを取得している場合にのみ使用できます。パッケージに関してはパッケージ(Packaging Pro、Label Pro)を参照してください。
付け合わせジョブを作成する場合は、[付け合わせの最適化]モードと「パッケージの用紙最適化」オプションを選択します。それについては付け合わせジョブでの作業方法を参照。
コメント
製品部品をテンプレートとして使用する場合は、その製品部品の特殊機能をコメントしておくとよいでしょう。
これらの設定は、「付け合わせの最適化」モードでのみ使用できます。付け合わせジョブで用紙最適化を行う を参照してください。
これらの設定は、「付け合わせの最適化」モードでのみ使用できます。
Prinect Signa Stationで付け合わせフォームを手動で作成する場合も、Prinect Signa Stationのギャングサーバで自動処理を行う場合も、製品コードを入力して、Prinectジョブ内にレイアウトを作成できます。
Prinect Signa Stationのギャングサーバで自動処理を行う場合は、製品コードを使用することによって、ワークフローの様々な機能を開始できます:
•Smart Automationによって適切なプロセスネットワークでジョブを作成する
•処理の自動スタート
•配置された単一ジョブに基づいて該当する付け合わせフォームの手順指示を調べる
レイアウトがPrinectに伝送されるように、適切な出力パラメータセットを選択する必要があります。Prinectシステムが出力フォルダにアクセス可能であること。
そのために以下の条件が適用されます:
•「Business Manager内」でのPrinectジョブ作成では、出力タイプが「Prinect(PBM)」である出力パラメータセットだけが許可されます。
これは、Prinect Signa Station(製品部品内)とSignaギャングサーバ(タスク内)の両方に該当します。
•「Integration Manager内」でのPrinectジョブ作成では、出力タイプが「Prinect(PBM)」である出力パラメータセットだけが許可されます。
これは、Prinect Signa Station(製品部品内)とSignaギャングサーバ(タスク内)の両方に該当します。
•これにより、出力タイプが「Prinect(PBM)」である出力パラメータセットが確実に、かつ「Business ManagerでPrinectジョブを作成」が有効になっている場合のみ許可されます。
出力フォルダで印刷する前に、レイアウトをPrinectジョブに適用するか質問されます。レイアウトが問題なくPrinectシステムに適用されると、そこのインポートフォルダがメッセージに表示されます。
|
フィールド |
説明 |
|---|---|
|
Integration Manager内/ Business Manager内 |
ここで、ジョブをPrinect Integration ManagerまたはPrinect Business Managerのどちらで作成するか選択します。 製品部品テンプレートでの選択および付け合わせタスクによる自動処理を使用する場合は、付け合わせタスクで「テンプレートからジョブデータを取得」オプションが有効になっている場合のみ、製品部品の設定が適用される点に注意してください。 注記:Prinect Business Managerでジョブを作成する場合、ジョブ番号は基本的にBusiness Managerで定義されます。そのため[ジョブ番号]欄は、Prinect Signa Stationの設定では使用できません。 |
|
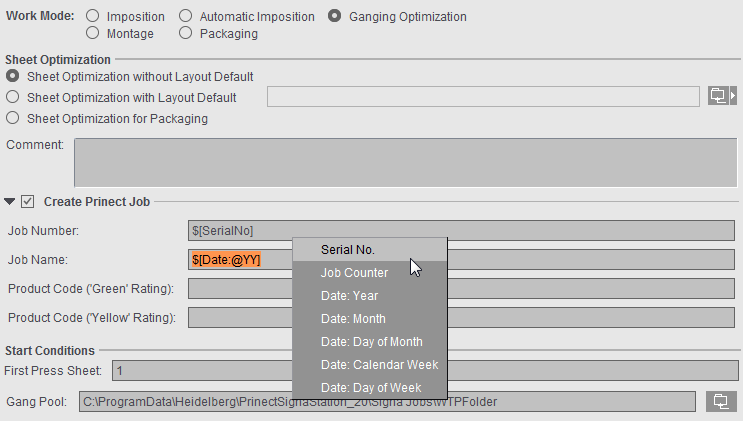
ジョブ番号/ジョブ名 |
Prinect Cockpitで作成されるジョブの番号と名前 プレースホルダ「SerialNo」によって以下を区別できます: 例えばXという日に既に処理されたタスクを同じ日に手動で再度開始すると、シリアル番号プレースホルダによってデータが新しいジョブに書き込まれます。シリアル番号プレースホルダを使用しなければ2個目のジョブは作成されず、2回目の実行のデータは既存のジョブに追加されます。 これらの設定によって生じる「次の実行」は常にタスクごとに、[計画されたタスク]ウィンドウのプロパティリストに表示されます。 両方のフィールドに入力してください。そうしないと、別の作業手順に切り替える際にエラーメッセージが表示されます。 [最適化]の入力リストに初めてインポートする際、場合によってはプレースホルダが置換され、[ジョブ番号/ジョブ名]欄が編集できなくなります。 |
|
製品コード |
この欄で製品コードを定義できます。これに基づいて、付け合わせジョブがPrinect Cockpitによって自動的に処理されるか(「緑色」評価)、または手動修正のために停止されます(「黄色」評価)。 ここで定義した製品コードは、レイアウトJDFに記入されます。製品コードが定義されていなければ、レイアウトJDFには記入されません。製品コード「『黄色』評価」が定義されていなければ、製品コード「『緑色』評価」が記入されます。 |
ジョブ番号/ジョブ名および製品コードに関する情報が、製品部品テンプレートに定義されます。方法は2通りあります:
•Prinect Signa Stationギャングサーバで作業を行う場合は、割り当てられた製品部品テンプレートから情報が取得されます(「ジョブデータをテンプレートから取得」オプションが有効で[テンプレート]で製品部品テンプレートが選択されている)。
•ジョブデータが付け合わせタスクに定義されます(「ジョブデータをタスクから取得」オプションが有効で、ジョブ番号/ジョブ名および場合によっては製品コードの欄が入力済み)。これは、異なる付け合わせタスクが同じテンプレートを使用する場合に有意義です。
この機能は[ファイル>プリファレンス>ユーザーインタフェース]から、非表示にできます。
機能を有効にすると、複数の製品部品を含むジョブ内で、各製品部品の個別ジョブ詳細に名前を付けることができます。
製品部品でアクティブなバージョン(バージョンクラスタでのみ)
バージョンクラスタでは(= 複数の製品部品)、この表に、作成された全バージョンとその説明が表示されます。
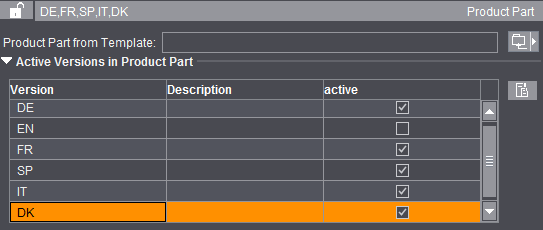
[アクティブ]カラムのチェックボックスで、選択した製品部品に任意のバージョンを割り当てることができます。選択した製品部品に、このバージョンクラスタの別の製品部品に既に含まれているバージョンを割り当てると、そのバージョンが別の製品部品から削除されます。
リスト右横のボタンで再び[製品部品]手順に戻り、バージョンクラスタを編集できます。
最初の印刷用紙
自動の印刷用紙作成では一番最初の印刷用紙の開始番号は手動で変更でき、2枚目以降の番号は開始番号に従って増えていきます。
製品部品で、始めの印刷用紙の開始位置を定義します。製品部品の始めの印刷用紙番号を5にする場合は、5を入力します(グラフィックウィンドウですぐに確認でき、出力で用紙ラベルの一部です)。
最初の折り用紙
製品部品の最初の折り用紙の数を定義します。折り用紙番号は背標(開始位置)と折り用紙ラベルの計算に影響します。
最初のページ
最初のページ番号を変更できます。ページ番号とページ名はこれに影響されます。
ここでジョブごとに、付け合わせジョブで単一ジョブのインポート元となるフォルダを設定できます。このフォルダの中身が、[付け合わせフォルダからジョブをインポート]ウィンドウを開く際に表示されます。デフォルト設定は、[プリファレンス]の[付け合わせの最適化 > 付け合わせフォルダのデフォルト値]で定義されているフォルダです。
ジョブで別のフォルダを設定すると、ウィンドウが既に開いている場合でも、[付け合わせフォルダからジョブをインポート]ウィンドウの表示が更新されます。ジョブで設定されているフォルダのパス情報はドキュメントと一緒に保存され、ジョブを再度開いたときに、ジョブ固有のフォルダが再び自動的に表示されます。
プリファレンスが使用される場合、次にジョブを開く際にプリファレンスが変わったとしても、この設定もジョブで保持されます。

注記:[付け合わせフォルダからジョブをインポート]ウィンドウではフォルダの変更はできず、ジョブで定義されているフォルダが表示されます。
テンプレートを選択するには、右側のフォルダボタンをクリックします。[モンタージュ]モードの製品部品のみが選択可能です。デフォルト設定は、[プリファレンス]の[付け合わせの最適化 > モンタージュブロックのデフォルト値]で定義されているフォルダです。

注記:「レイアウト既定値なしの用紙最適化」での[付け合わせの最適化]モードの場合のみ。
付け合わせの最適化を用いて作業する際に、ここで設定された製品部品テンプレートグループで、この付け合わせジョブ用の単一ジョブを製品コードに基づいて検索します。デフォルト設定は、[プリファレンス]の[付け合わせの最適化 > 製品コード検索用のデフォルト値]で定義されているグループです。
付け合わせフォルダと同じく、この設定もジョブと一緒に保存され、再度開く際に(途中でプリファレンスが変更されても)元の製品部品テンプレートグループが保持されます。
この機能は[ファイル>プリファレンス>ユーザーインタフェース]から、非表示にできます。
中綴じ機のプリファレンス(針の形と数)を選択および変更できます。
用紙最適化用に[予備紙(固定)]および[予備紙(パーセント値)]が追加されます。最適化アルゴリズムは、断裁および折りプロセス用の予備紙に関する情報を必要とします。
予備紙(固定)
用紙最適化における自動予備紙計算用の、予備紙の固定分詳細は用紙最適化も参照してください。
予備紙(比率)
用紙最適化における自動予備紙計算用の、生産量に依存する予備紙割合(パーセント)。詳細は用紙最適化も参照してください。
針の形状
中綴じ機用の様々な形状の針を示すリストボックス。「無効」を選択すると、出力パラメータセットのパラメータが適用されます(針の形状の図、中綴じ機を参照)。
針の数
中綴じ機用の様々な針数を示すリストボックス。
無線綴じ機の製本方法
数値が出力JDFに書き込まれ、ポストプレス領域で機械のプリファレンスに使用できます。Signa Station ではこの設定は影響を及ぼしません。
これは「分納ジョブ」(分納/バージョンを含むジョブ)用のワークフローオプションです。
分納ジョブは通常、Prinect Business Managerで作成されます。JDFファイルが作成され、Prinect Signa Stationで読み込まれます。あらかじめ設定した製品コードによって、製品部品テンプレートが適用または選択され、これがレイアウト作成に使用されます。
これは常に、バージョニングされたジョブです。バージョンの数と名前はJDFファイルが伝達します。ただしJDFファイルには、バージョン内に存在するレイヤーとそのレベルに関する情報が不足しています。
そのため、製品部品で、レイヤーとレベルをあらかじめ定義できます。これらは、分納ジョブ用にレイアウトを作成する場合に使用されます。
レイヤーを作成および編集するエディタが開きます。
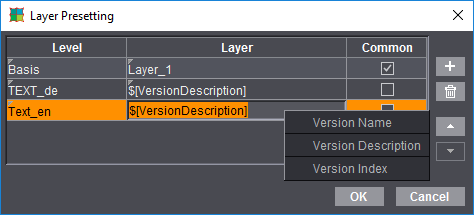
行数は、作成するバージョンに含めるレイヤー数に相当します。
以下の情報は必須です:
•レベル:レイヤーが属するレベル。
•レイヤー:作成するレイヤーの名前。すべてのバージョンで同じあってはならないレベルの場合は、レイヤーにプレースホルダが必要です。そうしないと、異なるバージョンに対して異なるレイヤー名が生成されません。以下のプレースホルダが使用可能です:
·$[VersionNameSimple] - JDFに明記されているバージョン名
·$[VersionDescription] - JDFから得られるバージョン説明
·$[VersionIndex] - バージョンリストでのバージョンインデックス
·$[PageCount]
特定のページ長のすべてのバージョンによって分割されるレイヤー。新規の製品ジョブがこのような製品部品テンプレートに基づいてページ数に依存するレイヤーで作成される場合、プレースホルダ $[PageCount]が、バージョンにあるページ数で置換されます。
•共通事項:定義されたレベルがすべてのバージョンで同じであるべきかどうかの情報。
レイヤー名のプレースホルダはコンテキストメニューから挿入できます。
前提条件:
•すべてのレベルおよびレイヤーが定義済みであること。
•レベルとレイヤーの名前が違うこと。
•レイヤーが共通のレイヤーとして定義されている場合は、その名前にプレースホルダがないこと。レイヤーが共通のレイヤーとして定義されていない場合は、その名前にプレースホルダがあること。
開いた製品部品でページ数を入力します。
合計ページ/ページ名の作成...
[合計ページ]に関する一般的な説明は、[面付け]モードの説明を参照してください(面付けを参照)。
[ページ名の作成]
この機能は、特に複数の言語バージョンがある場合に、実装された自動機能によってページ名の入力を簡単にします。
このオプションを有効にすると、折り用紙が自動的に変更後のページ数に合わせられます。
この機能を使用するためには以下の条件を満たす必要があります:
•存在する折り用紙の複製または削除によって、必要なページ数を正確に満たさなければなりません。そうでない場合は相応のエラーメッセージが表示されます。
•各折り用紙タイプ(4、8、16、...)は、製品部品テンプレートに1つしか存在できません;例外:製品部品で「最初の折り用紙は表紙」オプションが指定されている場合は、両方の折り用紙タイプが同じになる可能性があります。
•折り用紙には独自の変更が存在してはいけません。つまり、折り用紙インスペクタまたは印刷用紙インスペクタでの変更は失われます。
製品部品テンプレートがない場合の操作方法
1.[ファイル>新規]でワークフローバーを起動します。[製品部品]手順をクリックします。
2.[合計ページ]に標準の合計ページを入力し、[折り用紙数を合計ページに適合]オプションを有効にします。
3.[スキーム]手順で例えば3つの異なる折りスキームを選択します。4および8、16が選択肢として提案されます:
4.[製品部品]手順で、合計ページを倍数で増やしたり減らしたりできます。ブラウザウィンドウの[折り用紙]または[グラフィックウィンドウ>印刷用紙リスト]で、折り用紙数がどのように自動適合されたか見ることができます:
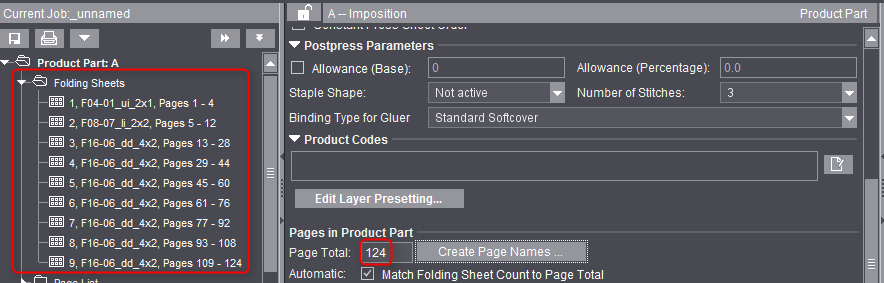
左側はページ数が124ページの場合の折り用紙の数
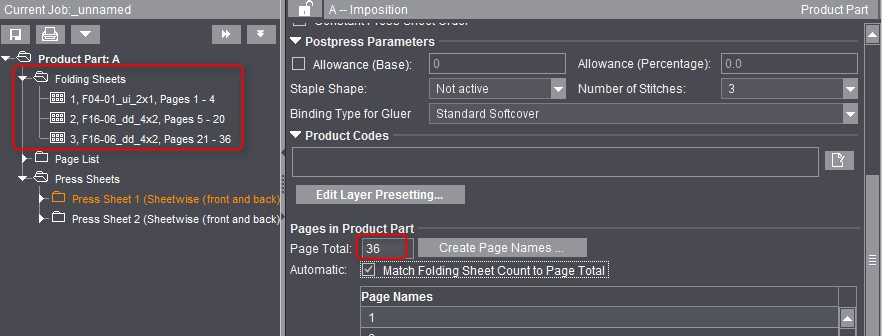
左側はページ数が36ページの場合の折り用紙の数
「モンタージュ」または「パッケージ」モードを選択すると、面付けジョブと同様に[マーク]手順で印刷コントロールマークを自動配置できます:デフォルトではフィールドに、プリファレンスの[リソース]で定義されているマークが配置されます。フォルダボタンをクリックすると、独自に別のマークを選択できます。別のパーセント値を入力して、各マークの拡縮倍率を変更できます。リストボックスでどのカラーレイヤーにマークを適用するか定義できます。
•断裁マーク(「モンタージュ」モードでのみ、デフォルトで有効)
•1アップID
自動マークは、主として付け合わせジョブでのアップ識別用に考案されました。このマークは、カラーレイヤー「ProofColor」で「ジョブID」および「用紙番号」を表示し、背景をノックアウトします。
モンタージュモードおよびパッケージモードでもこの機能を使用できます。