Video Tutorial: The following video clip demonstrates how to correctly record the time at the Prinect Press Center:
Analyze Point - Recording and Showing Time
The Time Evaluation Report lets you evaluate your company's processes. It provides a gapless visualization of times accrued at your machines. In this way, you can, for example, precisely track machine standstills and take corrective measures if necessary.
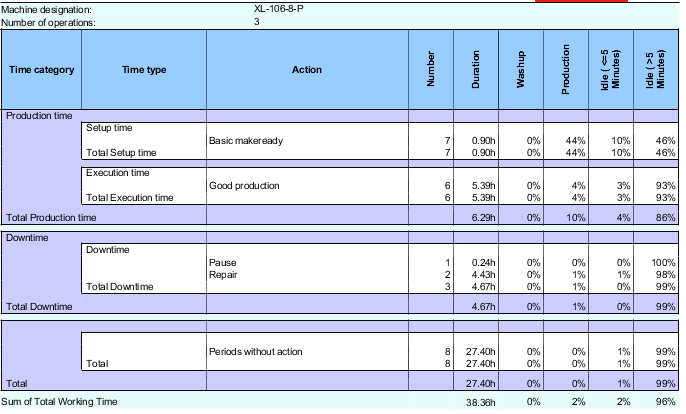
The following screenshot shows an example of a Time Evaluation. Please note that the configuration can be different from the one in your own company.
Correlation Between Time Categories, Time Types, Actions, and Operations
Apart from the correct configuration, a correct time evaluation depends above all on the work habits in the company. This means, the machine operator has to report all times correctly (e.g. press the good sheets counter, press the manual PDC button, finish an operation). Below, we will describe the correlation between the components to illustrate how time capturing at the machine is translated.
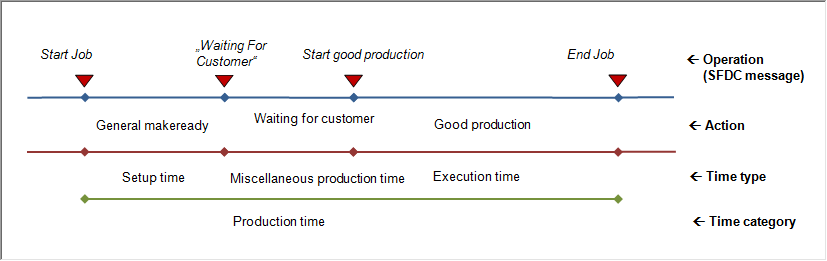
Operations (PDC messages) at the machine were reported either manually by the machine operator or automatically by the machine (e.g. start basic makeready, start good production).
The intervals between the operations are "translated" to actions. A new action starts when an operation is reported. It ends as soon as a new operation is reported at the machine. This does not apply to operations without assigned action. As a rule, these are automatic operations. In this case, the time expired after the operation has been reported is added to the previous action.
The actions are visible in the machine operator's time sheet later and indicate the duration of each of the activities (see Employees).
For time evaluation, the actions are assigned to a time type and a time category (this classification is relevant in all places of Analyze Point where times are evaluated, e.g. in Machine Evaluation, Operation Evaluation, etc.). This breaks down the times into productive and non-productive times. This helps you assess your company's processes over a longer period of time.
Considering this time "translation" from machine to time evaluation, correctly reporting all times (e.g. pressing the good sheets counter, pressing the manual PDC button, finishing an operation, etc.) becomes essential. Final meaningful evaluation of times in Analyze Point is possible only then. The report will be useless if times are reported too late or are not reported at all.
Explanation of Time Categories and Time Types
Below, the meaning of time categories and time types will be explained. Only preconfigured times will be covered here. This configuration is based on the BVDM (Bundesverband Druck & Medien) guidelines.
By default, the following time types, time categories and actions are preconfigured:
|
Time category |
Time type |
Action |
|---|---|---|
|
Production time |
Setup time |
Basic makeready |
|
Execution time |
Good production |
|
|
Miscellaneous production time |
- |
|
|
Auxiliary time |
Auxiliary time |
- |
|
Down time |
Down time |
Pause |
Production time
The production time is the time requirement immediately related to the production of pending jobs. All times needed are productive times. We differentiate between setup time, execution time, and miscellaneous production time.
•Setup time
The setup time is used to set up the production plant to process a job.
•Execution time
The execution time is the time needed to produce the product.
•Miscellaneous production time
Miscellaneous production time covers all times that are neither setup nor production times but can nevertheless be assigned to a job directly. These are, for example, drying times or times required to wait for the customer.
Waiting times are regarded as "Miscellaneous production times" if they are caused by the customer.
Auxiliary time
Auxiliary time is the time required to establish and maintain the operational readiness. This time is in no way related to a job.
Examples of auxiliary times:
•Organizational issues such as waiting for paper or printing plates.
•Technical issues such as machine maintenance or repair.
•Workplace-related auxiliary times such as rubber blanket change, start up and shut down.
Waiting times are regarded as auxiliary times if they are caused by disposition issues (waiting for paper or waiting for plates).
Down time
The down time is the period in a shift during which no production takes place.
Examples of down times:
•Pause
•Internal meeting
•Standstill times caused by lack of orders
Waiting times are regarded as down times if they are caused by a lack of orders.
See Generating a Report for Machine Productivity.
When the report has been created, the right pane displays the Time Evaluation. Each table refers to exactly one machine. You can use the arrow keys to go to the next machine if you selected several machines in the left pane.
General information (table header)
The table header displays the machine name and the number of operations performed in the selected time period. If the number of operations contains a decimal place, the selected period of time contains only part of the operation. Only this part is taken into account in this calculation.
Time evaluation of periods with operation
Correct time recording always refers to an operation. In the table, these times form time type and time category groups.
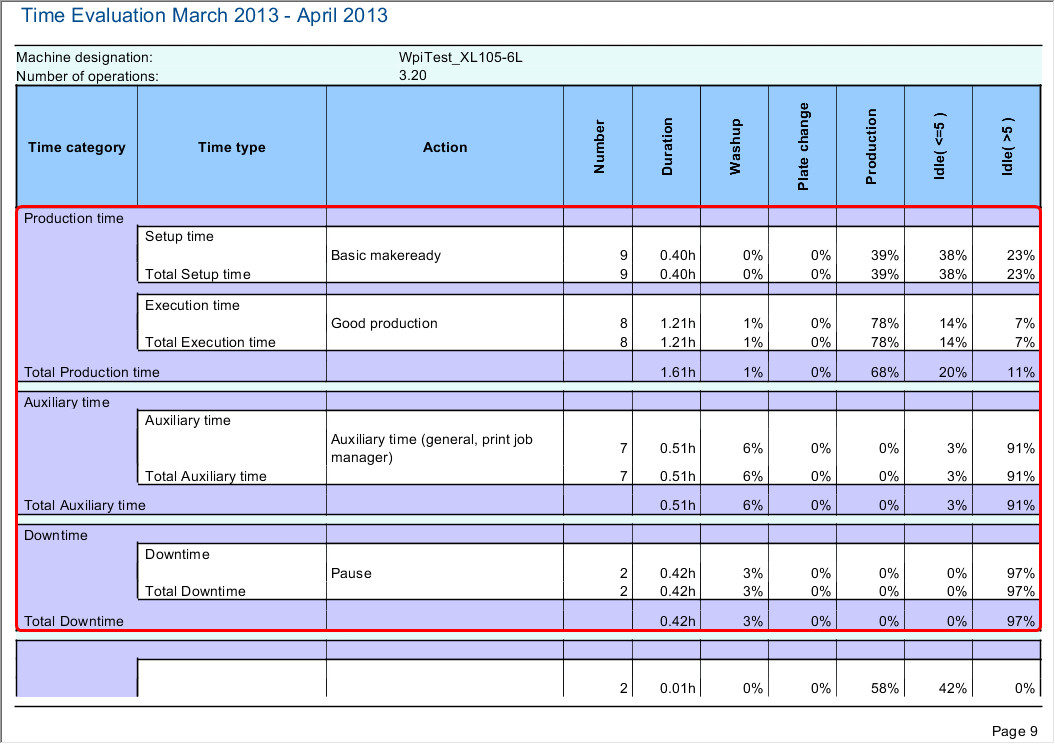
The values in the columns represent the machine status percentages.
Explanation of the columns:

Note: The data for washing, plate change, production, idling <= 5 minutes and idling > 5 minutes are shown proportionally for each action and for each time type and time category in percent. "Washing", for example, can occur during basic makeready, or during "good production". The washing time is then evaluated in relation to actions.
|
Column Name |
Explanation |
|---|---|
|
Time category |
Time type group. The total time is indicated for each time category. |
|
Time type |
Indicates the time type assigned to the captured action. |
|
Action |
Name of the captured action. |
|
Number |
Number of occurrences of an action in the report period. If the start or end of the action lies outside the report period, this action is included. |
|
Duration |
Duration of all actions captured in the report period in industry hours. If the start or end of the action lies outside the report period, the time will be calculated proportionally. |
|
Washup |
Duration of the automatic washup programs. Note: If the washup occurs in parallel, the sum total of the percentages for the machine status times can be unequal to 100% |
|
Plate change |
Duration of the plate change for automatic plate change systems. Note: If the plate change occurs in parallel, the sum total of the percentages for the machine status times can be unequal to 100% |
|
Production |
Duration of good sheet and waste sheet production. |
|
Idling <= 5 minutes |
Machine standstill or idling up to a period of 5 minutes. The time of 5 minutes cannot be changed. |
|
Idling > 5 minutes |
Machine standstill or idling for more than 5 minutes The time of 5 minutes cannot be changed. |
Time evaluation of periods without operation

At the table end, all times without operation are listed. High values in this area indicate that times were recorded incorrectly. For possible reasons, see Why are there periods without assigned operation?.
Why are there periods without assigned operation?
There may be several reasons for times without assigned operation. This includes:
•The machine was switched on without processing a job or an operation being reported.
•Actions are not assigned a time type.
In this case, the action has already been set up, and you must assign it to a time type. See Assigning a Time Type to a Time Category.
•Actions have an assignment to a time type, but no assignment to a time category.
In this case, you must assign the time type to a time category. See Assigning a Time Type to a Time Category.
•No action is defined for the times.
Explanation: Operations (PDC messages) automatically reported by the machine (such as automatic washing) usually are not assigned to an action. This is correct because such messages are not to trigger a new action but are added to the previous one.
But if these messages are reported without reference to an operation, the times will not have any assignment. A typical example is the machine washup every weekend.

Note: Define a new action if you carry out work without reference to a job often.
Configuring the time evaluation
Heidelberg supplies the following preconfigured time classifications:
|
Time category |
Time type |
Action |
|---|---|---|
|
Production time |
Setup time |
Basic makeready |
|
Execution time |
Good production |
|
|
Miscellaneous production time |
- |
|
|
Auxiliary time |
Auxiliary time |
- |
|
Down time |
Down time |
Pause |
We recommend that you expand this categorization in the context of a PDC project if these categories are insufficient for your company. For this purpose, contact the Prinect Service of your SSU.
As a general rule, the following steps are necessary to set up a new button (PDC message) for time evaluation at the machine control station:
1.A new action has to be defined (e.g. Wait for Material).
See Defining a New Action.
2.A pertaining operation (PDC message) has to be defined and assigned to the action set up before (the name of the operation should be identical with the action).
See Creating a New Operation (PDC Message).
(3).You may have to create a new time type if applicable. This is necessary only if the new PDC message cannot be assigned to an existing time type.
See Assigning a Time Type to a Time Category.
4.The new PDC message must be assigned to the corresponding machines.
See Assigning operations.
(5).If the PDC message does not appear at the machine, resynchronize the PDC configuration. Only a Service technician may perform this step.
See Performing a synchronization.
The PDC message is now visible at the machine and can be reported by the machine operator. To correctly capture the times, the operation must always be reported before the work in question is started.